







發(fā)表時間: 2023-06-26 16:19:55
作者: 陳俊芳 蘇同君(煉油技術(shù)與工程 浙江石化)
瀏覽: 1649

催化裂化裝置中,反應(yīng)再生單元高溫?zé)煹肋B接再生器、第三旋風(fēng)分離器(以下簡稱三旋)、煙氣輪機(jī)等設(shè)備,具有大直徑、長跨距、復(fù)雜結(jié)構(gòu)特征。催化裂化裝置生產(chǎn)運(yùn)行中,三旋至煙機(jī)入口段高溫?zé)煹莱0l(fā)泄漏故障,嚴(yán)重影響裝置的安全、平穩(wěn)、長周期運(yùn)行。文中通過對管道泄漏現(xiàn)場現(xiàn)象、檢修過程和原因的論證分析,探討應(yīng)對措施。
煙道焊縫開裂及處理情況
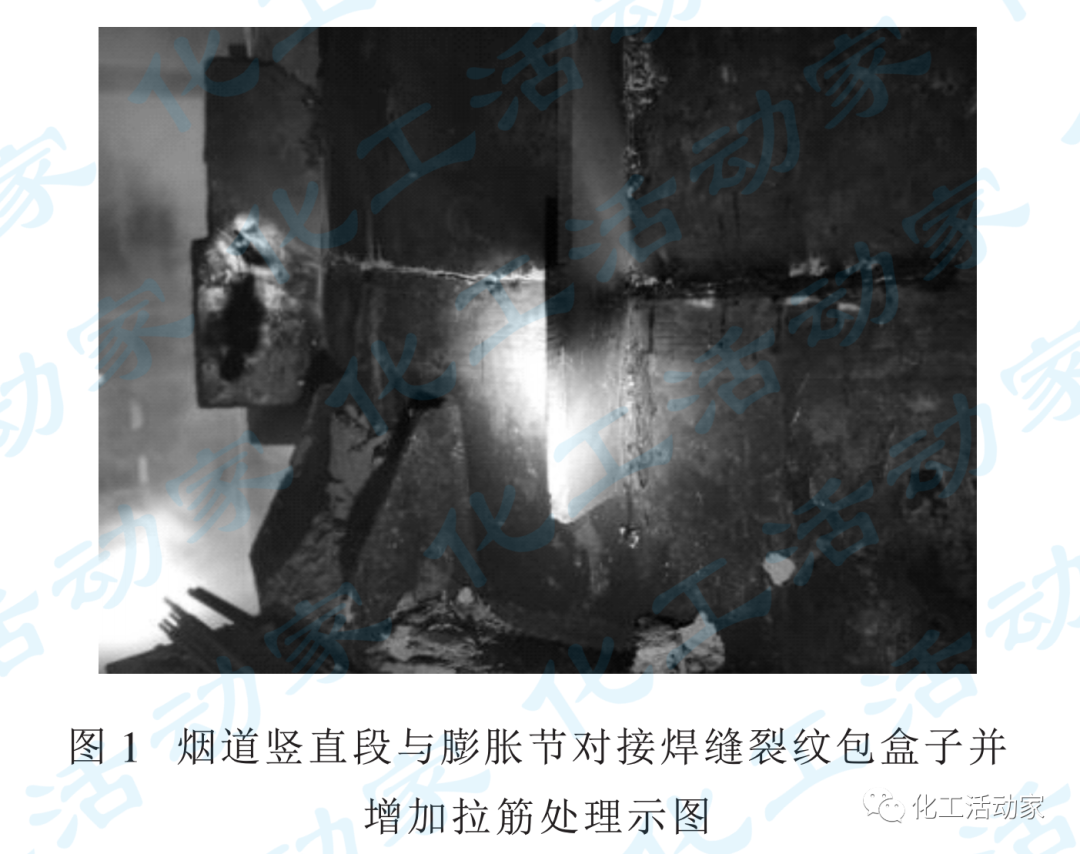
2015年,某催化裂化裝置三旋出口煙道器壁接管(材質(zhì)為304H)與蝦米腰對接焊縫出現(xiàn)長約1m、寬約6mm裂紋。采用帶壓捻縫方式堵漏、補(bǔ)焊后,對泄漏焊縫處進(jìn)行貼鋼板、增加拉筋補(bǔ)強(qiáng)處理。2018年,三旋至煙機(jī)煙道豎直段(材質(zhì)316H)與膨脹節(jié)對接焊縫出現(xiàn)長約1m的裂紋泄漏,采用包盒子方式進(jìn)行堵漏。2019年,三旋至煙機(jī)煙道豎直段與第2個膨脹節(jié)對接焊縫出現(xiàn)裂紋,以膨脹節(jié)鉸鏈板為中心向兩側(cè)延展,一側(cè)裂紋長約1060mm,另一側(cè)裂紋長約940mm,采用包盒子并增加拉筋的方式進(jìn)行堵漏,見圖1。
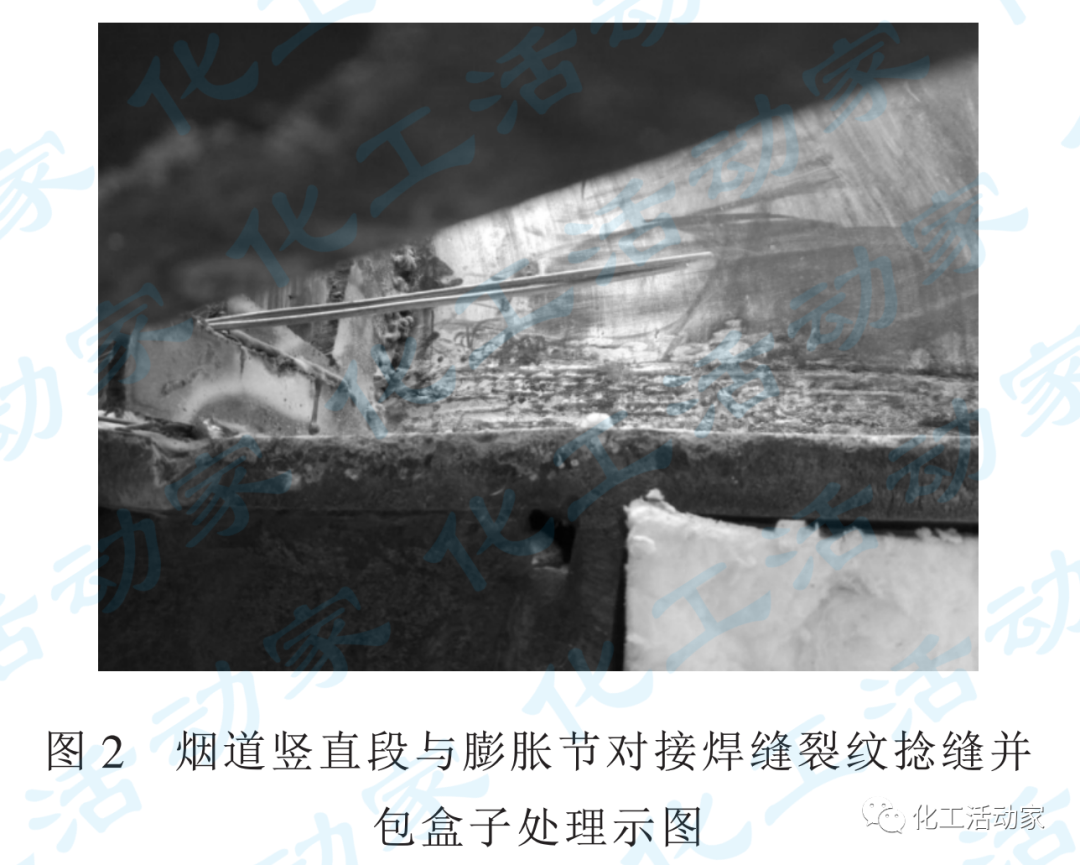
2019年,某催化裂化裝置三旋至煙機(jī)煙道豎直段(材質(zhì)304H)與第一個膨脹節(jié)對接焊縫出現(xiàn)裂紋泄漏,裂紋長度約600mm,采取捻縫、包盒子方式進(jìn)行處理,并在該焊縫周向增加L型補(bǔ)強(qiáng)筋板,見圖2。
2019年,某催化裂化裝置三旋至煙機(jī)煙道豎直段與膨脹節(jié)對接焊縫發(fā)生裂紋泄漏,采取包盒子方式進(jìn)行堵漏,見圖3。
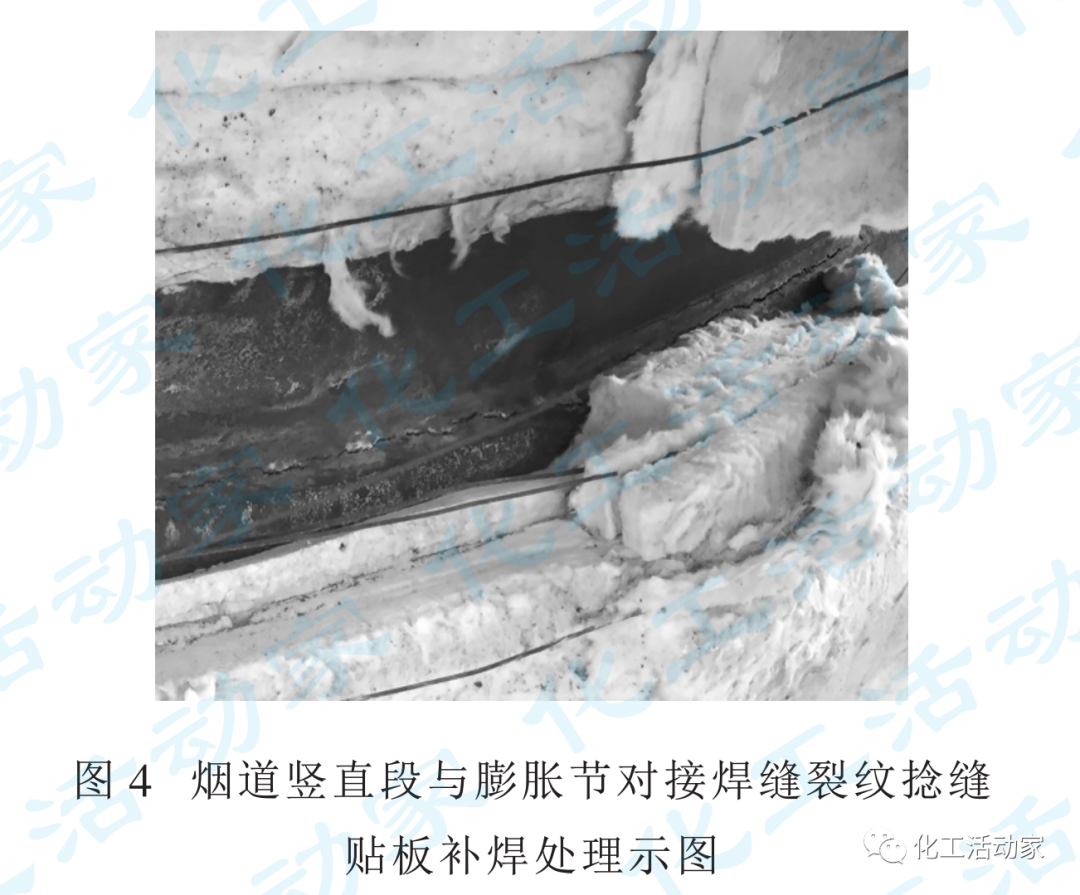
2019年,某催化裂化裝置三旋至煙機(jī)煙道(材質(zhì)316H)第一道對接焊縫裂紋泄漏,采取捻縫貼板補(bǔ)焊方式進(jìn)行堵漏,見圖4。
三旋至煙機(jī)入口段煙道焊縫開裂原因分析
01高溫下材料劣化
三旋至煙機(jī)入口段煙道工作溫度在650~700℃,為了防止襯里塊脫落對煙機(jī)過流部件造成損害,該段煙道設(shè)計為無襯里形式,材質(zhì)多選用304H或316H。
高溫下,300系列不銹鋼的晶界滑移和位錯會導(dǎo)致材料變形和硬化,金屬原子的擴(kuò)散還會使得材料硬化消除。在時間、應(yīng)力與溫度的共同作用下,硬化-硬化消除過程交替出現(xiàn),導(dǎo)致金屬內(nèi)部出現(xiàn)多種析出相,材料宏觀性能不斷劣化。此外,溫度升高還會使材料的斷裂方式發(fā)生改變,由穿晶斷裂逐漸轉(zhuǎn)變成沿晶斷裂。當(dāng)管道內(nèi)部應(yīng)力高于材料的高溫強(qiáng)度極限時,就會導(dǎo)致管道發(fā)生開裂。尤其是當(dāng)三旋至煙機(jī)入口煙道出現(xiàn)多次或嚴(yán)重超溫時,就可能在短時間內(nèi)出現(xiàn)開裂問題。
02多種應(yīng)力集中作用
相當(dāng)一部分煙道開裂部位位于煙道與膨脹節(jié)對接焊縫處,且裂紋多以近膨脹節(jié)鉸鏈板部位為中心。結(jié)構(gòu)方面,三旋至煙機(jī)入口管系豎直段上多采用單式鉸鏈型膨脹節(jié),該類型膨脹節(jié)可以吸收與鉸鏈轉(zhuǎn)動方向一致的較大彎曲變形,但對管道軸向變形和與鉸鏈轉(zhuǎn)動方向垂直的彎曲變形,吸收過程容易導(dǎo)致軸向和垂直于鉸鏈轉(zhuǎn)動方向較高水平的拉應(yīng)力,從而在靠近膨脹節(jié)兩側(cè)鉸鏈板的焊縫位置產(chǎn)生應(yīng)力集中。焊接方面,部分膨脹節(jié)的端管(端管壁厚28mm)與煙道母材厚度(煙道壁厚20mm)偏差較大,雖打磨坡口,焊接后仍然存在應(yīng)力集中。其他方面,部分煙道在管道系統(tǒng)設(shè)置、膨脹節(jié)變形及支吊架受力等因素影響下,在冷熱態(tài)變化過程中,煙道整體受力多變、不均勻,因熱變形產(chǎn)生的應(yīng)力無法得到有效釋放,從而造成局部應(yīng)力集中。
總之,煙道焊縫承受的拉應(yīng)力包括煙道在安裝、組配時的焊接殘余應(yīng)力、工作狀態(tài)下承受的外加載荷、結(jié)構(gòu)自身拘束條件所造成的結(jié)構(gòu)應(yīng)力以及設(shè)備工作狀態(tài)下因內(nèi)外溫度差所引起的熱應(yīng)力等,其中焊接殘余應(yīng)力最大。在高溫和應(yīng)力集中作用下,煙道焊縫,尤其是位于煙道與膨脹節(jié)兩側(cè)鉸鏈板附近的對接焊縫容易產(chǎn)生裂紋泄漏。
03焊縫金屬劣化及缺陷
奧氏體不銹鋼內(nèi)含有少量S、P等有害元素,焊接時有害元素會在晶體邊界上偏析并生成低熔點(diǎn)的次生相,導(dǎo)致焊縫冷卻時產(chǎn)生熱裂紋。焊接時常利用這些有害元素在鐵素體中的溶解速度快于在奧氏體中的特性,在焊條中加入適量鐵素體,以降低奧氏體焊接時的熱裂紋傾向。這種焊縫中的鐵素體稱之為δ-鐵素體。鐵素體含量過少時,易產(chǎn)生熱裂紋;而含量偏高時,焊接熔融區(qū)就可能存在連續(xù)的鐵素體網(wǎng)絡(luò),長時間在高溫環(huán)境下δ-鐵素體轉(zhuǎn)變?yōu)棣蚁啵购缚p部位的延展性和韌性降低,材料產(chǎn)生脆化,在較低的應(yīng)力下造成晶界開裂,產(chǎn)生裂紋并擴(kuò)展。熱疲勞和氧化夾雜可能會促進(jìn)裂紋的擴(kuò)展。
一部分發(fā)生裂紋的焊縫為煙道管系安裝時的預(yù)變位對接焊縫,安裝時可能存在強(qiáng)制對口、錯口或夾渣、氣孔等焊接缺陷。一旦存在這些缺陷,在焊接殘余應(yīng)力、焊后消應(yīng)力熱處理不充分及高低溫劇烈變化等因素的共同作用下,這些位置就容易產(chǎn)生微觀裂紋。而原始微觀裂紋正是造成管道焊縫開裂的起始因素。
04管道系統(tǒng)布置不當(dāng)
三旋至煙機(jī)入口煙道工作溫度高,管道系統(tǒng)跨距長,設(shè)置有膨脹節(jié)、支吊架等部件,從煙道冷熱態(tài)變化過程中膨脹節(jié)波紋管變形、支吊架受力情況分析,煙道整體受力呈三維立體多變形態(tài)。但有的裝置三旋至煙機(jī)入口煙道的管道系統(tǒng)按二維平面L型布置,或者在煙道對口時未進(jìn)行預(yù)變位、預(yù)變位不足,造成熱變形產(chǎn)生的應(yīng)力無法得到有效釋放,進(jìn)而發(fā)生膨脹節(jié)過度拉伸或壓縮、煙道對接焊縫受力開裂等故障。
05低溫露點(diǎn)腐蝕
這種情況多發(fā)生于三旋至煙機(jī)入口水平煙道的低點(diǎn),在裝置停工期間,水平煙道膨脹節(jié)及低點(diǎn)焊縫處聚集煙氣低溫凝水,煙氣中的SO42-、SO2、NOx等極易形成酸性溶液,構(gòu)成了產(chǎn)生應(yīng)力腐蝕裂紋的腐蝕介質(zhì)和電化學(xué)反應(yīng)條件,從而造成膨脹節(jié)及低點(diǎn)焊縫腐蝕開裂。
06膨脹節(jié)保溫不當(dāng)
煙道工作溫度高,為避免波紋管及鉸鏈板溫度過高、產(chǎn)生過度變形和應(yīng)力,煙道膨脹節(jié)波紋管及鉸鏈板處不應(yīng)加外保溫。部分催化裂化裝置煙道在膨脹節(jié)鉸鏈板部位增加了外保溫,造成鉸鏈板過度變形受力。此外,設(shè)計制造時,為了提高整體剛度,膨脹節(jié)端口管、主副鉸鏈板均進(jìn)行了加厚處理,加強(qiáng)環(huán)板增加了筋板。鉸鏈板過度變形受力后,在膨脹節(jié)與煙道對接焊縫強(qiáng)度薄弱部位產(chǎn)生過多應(yīng)力,從而造成焊縫開裂。
有的由于整個三旋至煙機(jī)煙道管道系統(tǒng)更換保溫材料后,保溫效果發(fā)生變化,正常運(yùn)行時,煙道外壁溫度隨之發(fā)生變化,造成煙道熱變形增大,從而在煙道焊縫處產(chǎn)生較大熱應(yīng)力。還有的是在煙道焊縫缺陷處理過程中,局部拆除保溫后,煙道在同一平面內(nèi)溫度不均勻,可能產(chǎn)生局部應(yīng)力變化,加劇裂紋的擴(kuò)展。更有個別的是因?yàn)楸夭牧下入x子含量過高,造成煙道焊縫氯離子應(yīng)力腐蝕開裂。
07交變應(yīng)力荷載
交變應(yīng)力荷載常出現(xiàn)于三旋至煙機(jī)入口煙道溫度變化幅度較大、較頻繁,煙氣流動狀態(tài)不佳,支撐不足造成煙道振動等情況下,可引發(fā)煙道焊縫區(qū)域材料疲勞失效開裂。雨雪天氣加之煙道保溫效果不佳或存在缺陷,也會造成煙道焊縫外表溫度急劇變化,帶來較大拉應(yīng)力和交變應(yīng)力荷載。
08框架結(jié)構(gòu)限制
三旋至煙機(jī)入口煙道一般處于三旋框架中,框架結(jié)構(gòu)的橫梁等距離煙道或膨脹節(jié)端口管、鉸鏈板過近時,在工作溫度下,發(fā)生較大位移的煙道和膨脹節(jié)就可能與框架結(jié)構(gòu)橫梁發(fā)生接觸,從而影響煙道和膨脹節(jié)的正常位移,在煙道焊縫處產(chǎn)生過大應(yīng)力,造成焊縫開裂。
三旋至煙機(jī)入口段煙道焊縫開裂應(yīng)對措施
01優(yōu)化煙道選材
三旋至煙機(jī)入口煙道推薦選用抗高溫氧化能力、高溫強(qiáng)度、耐蝕性更好的316H材質(zhì)。對比316H與304H的元素組成(表1)可知,316H在304H的基礎(chǔ)上,提高了鎳的含量,加入了鉬元素。

鎳是奧氏體的主要形成元素,使鋼材具備良好的塑形和韌性、優(yōu)良的冷熱加工性能及焊接性能,同時提高了鋼材的抗高溫氧化能力。鉬是鐵素體形成元素,使鋼材耐還原性酸、耐孔蝕、耐縫隙腐蝕的性能增強(qiáng),還能提高奧氏體不銹鋼的高溫強(qiáng)度。從性能比較來看,316H作為煙氣管道的材料有著更大的優(yōu)勢。
02消除焊縫缺陷和焊接殘余應(yīng)力
嚴(yán)格按照設(shè)計要求對煙道焊縫進(jìn)行焊接,尤其要注重?zé)煹琅c膨脹節(jié)的對接焊縫,此處多為不同壁厚管材對接,需要雙面打坡口和全焊透,坡口角度適當(dāng),注意焊接電流、層間溫度等參數(shù),焊后進(jìn)行高于820℃熱處理,以消除焊縫缺陷和焊接殘余應(yīng)力。
做好煙道管道系統(tǒng)預(yù)變位工序。預(yù)變位的目的是減少波紋管的應(yīng)力,延長膨脹節(jié)的使用壽命,還可以減小操作時煙道作用在煙機(jī)或固定支座上的力和力矩,有利于煙機(jī)平穩(wěn)運(yùn)行。預(yù)變位取煙道膨脹量的一半,波紋管上的應(yīng)力則為不進(jìn)行預(yù)變位時的一半,由變形所引起的推力和力矩也為不進(jìn)行預(yù)變位時的一半。
03提高焊縫金屬金相品質(zhì)
焊接時采用合適的焊條,注意鐵素體的含量不能過高或過低(一般3%~5%),以求在焊縫金屬中形成奧氏體-鐵素體雙相組織,既可以減少晶間腐蝕的傾向,又可以細(xì)化奧氏體晶粒,防止雜質(zhì)的聚集和低熔點(diǎn)共晶體的形成。
04優(yōu)化管道系統(tǒng)設(shè)置
三旋至煙機(jī)入口煙道管道系統(tǒng)優(yōu)化為三維立體Z型布置,在垂直管段中部設(shè)置固定承重支架,以此固定支架為死點(diǎn),將整個管道系統(tǒng)分為上部以三旋出口為支點(diǎn)和下部以煙機(jī)入口為支點(diǎn)的2個L型平面管系,2個平面管道系統(tǒng)各設(shè)置3個1組的單式鉸鏈膨脹節(jié)(鉸鏈方向不同)。上部1組膨脹節(jié)的鉸鏈方向與該L型平面管道系統(tǒng)一致,均位于平面兩側(cè),利用波紋管角位移來吸收三旋出口煙道在該平面系內(nèi)的位移。下部1組膨脹節(jié)的鉸鏈方向與該L型平面管道系統(tǒng)一致,均位于平面兩側(cè),利用波紋管角位移來吸收煙機(jī)入口煙道在該平面系內(nèi)的位移。在煙機(jī)入口近段再設(shè)置2個萬向型角位移膨脹節(jié),以吸收附加力和力矩,改善煙機(jī)本體受力情況。優(yōu)化后,各膨脹節(jié)間距較大,其補(bǔ)償量可以很大。大口徑波紋管的彎曲剛度比軸向剛度小得多,并有鉸鏈等附件來承受內(nèi)壓,不會產(chǎn)生由內(nèi)壓引起的推力,因此作用在煙機(jī)上的力較小。
05停工檢查和維護(hù)
停工時對膨脹節(jié)波紋管與端管焊縫、膨脹節(jié)與煙道焊縫、鉸鏈板與筒節(jié)連接焊縫等處進(jìn)行著色檢查,對焊縫熱影響區(qū)母材進(jìn)行硬度檢查、金相分析,及時發(fā)現(xiàn)初始微裂紋缺陷并進(jìn)行相應(yīng)分析和處理。停工時注意煙機(jī)入口水平煙道及膨脹節(jié)低點(diǎn)的清潔情況,避免酸性凝液聚積對煙道焊縫產(chǎn)生腐蝕。
06改善煙道保溫狀況
為避免過大溫差應(yīng)力,膨脹節(jié)波紋管及鉸鏈板處不應(yīng)設(shè)置保溫。保溫材料改變時,應(yīng)核算溫度變化對管道系統(tǒng)變形的影響。煙道保溫施工完畢后應(yīng)按要求進(jìn)行驗(yàn)收,在煙道正常運(yùn)行期間,尤其是雨雪極端天氣前后,要對保溫效果進(jìn)行檢查,及時整改保溫缺陷。煙道出現(xiàn)焊縫缺陷,需要局部拆除保溫時,應(yīng)盡量縮短處理時間,盡快恢復(fù)保溫。
為了防止氯離子對煙道的腐蝕,保溫材料中的氯離子含量應(yīng)符合GB/T 17393-2008《覆蓋奧氏體不銹鋼用絕熱材料規(guī)范》的規(guī)定。
07改善煙道運(yùn)行條件
平穩(wěn)控制三旋至煙機(jī)入口煙道溫度,控制變化幅度和頻次,避免超溫。改善煙道內(nèi)煙氣流動狀態(tài),核算煙道管系支撐強(qiáng)度,必要時增加導(dǎo)向支架、彈簧吊架,減緩煙道振動。
08檢查框架結(jié)構(gòu)對煙道的限制
裝置開工前對框架結(jié)構(gòu)與煙道及膨脹節(jié)之間的間隙進(jìn)行檢查確認(rèn),保證足夠的位移空間。煙道正常運(yùn)行過程中也要定期進(jìn)行檢查,及時發(fā)現(xiàn)異常位移或抵觸情況,及時消除。


